- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Rääkige, kuidas valida tööstusliku südamikplaadi paketti
Tööstusprojektide käigus, arvestades trükkplaatide arendamise edenemise ja riskide kontrollitavust, on küpsema südamikuplaadi kasutamine projekti arendamise ja rakendamise edendamiseks saanud enamiku inseneride esimeseks valikuks. Kuidas siis valida südamikuplaadi ja tagaplaadi ühendusmeetodit, see tähendab südamiku plaadi paketti? Millised on erinevate pakettide eelised ja puudused? Ja millised on ettevaatusabinõud kasutusprotsessis pärast valimist? Täna räägime nendest probleemidest.
Põhiplaat on elektrooniline põhiplaat, mis pakib ja kapseldab MINI PC põhifunktsioonid. Enamik tuumplaate ühendab protsessori, salvestusseadmed ja kontaktid, mis on tihvtide kaudu ühendatud toetava tagaplaadiga. Kuna südamikplaat integreerib südamiku ühised funktsioonid, on selle mitmekülgsus, et südamikuplaati saab kohandada erinevatele erinevatele tagaplaatidele, mis parandab oluliselt ühe kiibiga mikroarvuti arendustõhusust. Kuna südamikplaat on eraldatud iseseisva moodulina, vähendab see ka arendamise raskusi ning suurendab süsteemi stabiilsust ja hooldatavust. Eriti kiireloomuliste ja oluliste projektide puhul on ebakindlus arendusaja osas ning kiire riistvara ja madala taseme draiveri arendamise oht IC-taseme R-st.
Loomulikult räägime südamikuplaadi arvukate parameetrite ja selle artikli piiratud ruumi tõttu seekord ainult südamikuplaadi pakendist. Südamikplaadi pakend on seotud tulevase toote tootmise mugavuse, toodangu saagikuse, välikatsete stabiilsuse, välikatsete elueaga, vigaste toodete tõrkeotsingu ja positsioneerimise mugavuse jms. Allpool käsitleme kahte tavaliselt kasutatavat südamikplaadi pakendivormi.
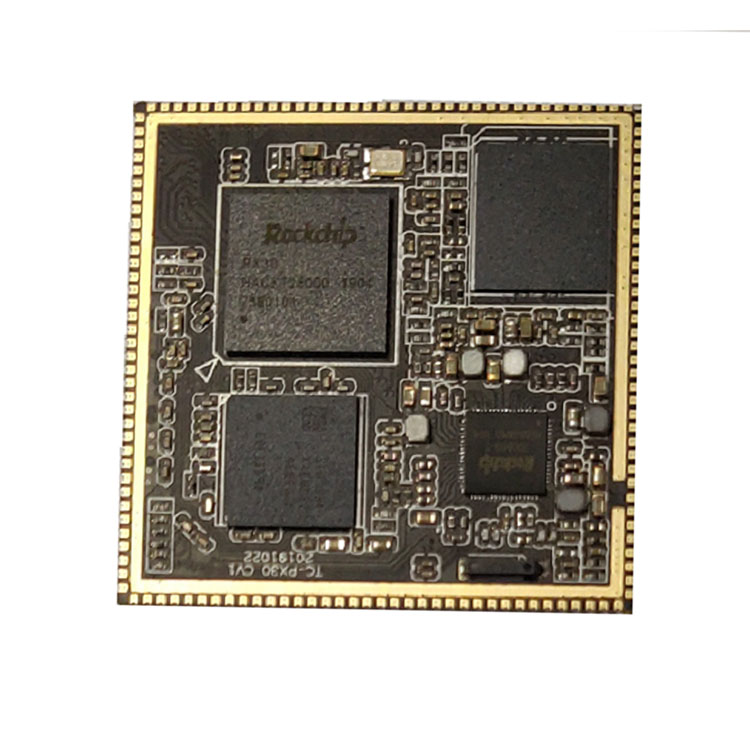
1. Templi augu tüüpi pakend
Templiaugu tüüpi pakett on elektroonikainseneride seas armastatud selle IC-laadse välimuse ning võimaluse tõttu kasutada IC-laadseid jootmis- ja kinnitusviise. Seetõttu kasutavad paljud turul olevate südamikuplaatide tüübid seda tüüpi pakette. Seda tüüpi pakendid on tänu alusplaadi ühendamisele ja fikseerimismeetodile keevitusega väga kindlad ning sobivad väga hästi ka kõrge õhuniiskuse ja kõrge vibratsiooniga kohtades. Näiteks saareprojektid, söekaevanduse projektid ja toiduainete töötlemise tehaste projektid. Seda tüüpi kasutusjuhtudel on kõrge temperatuur, kõrge õhuniiskus ja kõrge korrosioon. Templiauk sobib seda tüüpi projektijuhtumite jaoks eriti hästi tänu oma stabiilsele ühenduspunkti keevitusmeetodile.
Muidugi on templiauguga pakenditel ka mõned omased piirangud või puudused, näiteks: madal tootmiskeevitus, ei sobi mitmekordseks reflow keevitamiseks, ebamugav hooldus, lahtivõtmine ja asendamine jne.
Seega, kui rakenduse nõuete tõttu on vaja valida templiava pakett, tuleb tähelepanu pöörata järgmistele küsimustele: keevitustoote kiiruse tagamiseks kasutatakse täielikku käsitsi keevitamist ja masinkeevitust ei tohiks kasutada. viimast korda südamikuplaadi kleepimiseks ja vanaraua määr on kõrge. Ettevalmistus. Eelkõige tuleb täpsustada viimane punkt, kuna enamik templiaugu südamikuplaate valitakse polaarparanduskiiruse saamiseks pärast toote kohalejõudmist, seega tuleb leppida erinevate templiaugu tootmise ja hooldamisega kaasnevate ebamugavustega. pakendamist ning praagi määra ja kogumaksumust tuleb aktsepteerida. Kõrged omadused.
2. Täppisplaat-plaadi pistikute pakend
Kui templiauguga pakendist tingitud ebamugavused tootmisel ja hooldamisel on tõesti vastuvõetamatud, on ehk parem valik täppispakendeid plaadist plaadile. Sellises pakendis on isas- ja emaspesad, südamikuplaati ei pea tootmisprotsessi ajal keevitama ja selle saab sisestada; hooldusprotsessi on mugav välja lülitada ja asendada; tõrkeotsing võib võrdluseks asendada südamikuplaadi. Seetõttu võtavad paketi kasutusele ka paljud tooted ning pakendi saab ühendada vooluvõrku, mis on mugav tootmiseks, hooldamiseks ja asendamiseks. Veelgi enam, pakendi suure tihvtiheduse tõttu saab väikese suurusega tihvte tõmmata rohkem, mistõttu on seda tüüpi pakendite südamikplaat väikese suurusega. Seda on mugav manustada piiratud tootesuurusega toodetesse, nagu teeäärsed videopanused, käeshoitavad arvestilugejad jne.
Muidugi on selle põhjuseks ka suhteliselt kõrge tihvtihedus, mis teeb põhjaplaadi emase aluse jootmise veidi keerulisemaks, eriti toote proovietapis. Kui insener teostab käsitsi keevitamist, on paljud insenerid seda tüüpi paketi käsitsi keevitamise protsessist juba aru saanud. hulluks. Mõned sõbrad sulatasid keevitamisel emase pesa plastiku, mõned tekitasid tüki
Sellel pakendil põhinevat emaspesa on raske jootma, nii et isegi proovietapis on kõige parem paluda see jootma professionaalsel jootmispersonalil või jootma paigutusmasinaga. Kui tegemist on tõepoolest tingimusteta masinkeevitusega, on siin ka suhteliselt kõrge keevitamise edukuse määraga käsitsi keevitusprotseduur:
1. Jaotage joodis ühtlaselt patjadele (pange tähele, et mitte liiga palju, liiga palju jootet tõstab emase istme kõrgeks ja mitte liiga vähe, liiga vähe viib valejootmiseni);
2. Joondage naiste iste padjaga (pange tähele, et naisteistme ostmisel valige hõlpsaks joondamiseks fikseeritud postiga naisteiste);
Põhiplaat on elektrooniline põhiplaat, mis pakib ja kapseldab MINI PC põhifunktsioonid. Enamik tuumplaate ühendab protsessori, salvestusseadmed ja kontaktid, mis on tihvtide kaudu ühendatud toetava tagaplaadiga. Kuna südamikplaat integreerib südamiku ühised funktsioonid, on selle mitmekülgsus, et südamikuplaati saab kohandada erinevatele erinevatele tagaplaatidele, mis parandab oluliselt ühe kiibiga mikroarvuti arendustõhusust. Kuna südamikplaat on eraldatud iseseisva moodulina, vähendab see ka arendamise raskusi ning suurendab süsteemi stabiilsust ja hooldatavust. Eriti kiireloomuliste ja oluliste projektide puhul on ebakindlus arendusaja osas ning kiire riistvara ja madala taseme draiveri arendamise oht IC-taseme R-st.
Loomulikult räägime südamikuplaadi arvukate parameetrite ja selle artikli piiratud ruumi tõttu seekord ainult südamikuplaadi pakendist. Südamikplaadi pakend on seotud tulevase toote tootmise mugavuse, toodangu saagikuse, välikatsete stabiilsuse, välikatsete elueaga, vigaste toodete tõrkeotsingu ja positsioneerimise mugavuse jms. Allpool käsitleme kahte tavaliselt kasutatavat südamikplaadi pakendivormi.
1. Templi augu tüüpi pakend
Templiaugu tüüpi pakett on elektroonikainseneride seas armastatud selle IC-laadse välimuse ning võimaluse tõttu kasutada IC-laadseid jootmis- ja kinnitusviise. Seetõttu kasutavad paljud turul olevate südamikuplaatide tüübid seda tüüpi pakette. Seda tüüpi pakendid on tänu alusplaadi ühendamisele ja fikseerimismeetodile keevitusega väga kindlad ning sobivad väga hästi ka kõrge õhuniiskuse ja kõrge vibratsiooniga kohtades. Näiteks saareprojektid, söekaevanduse projektid ja toiduainete töötlemise tehaste projektid. Seda tüüpi kasutusjuhtudel on kõrge temperatuur, kõrge õhuniiskus ja kõrge korrosioon. Templiauk sobib seda tüüpi projektijuhtumite jaoks eriti hästi tänu oma stabiilsele ühenduspunkti keevitusmeetodile.
Muidugi on templiauguga pakenditel ka mõned omased piirangud või puudused, näiteks: madal tootmiskeevitus, ei sobi mitmekordseks reflow keevitamiseks, ebamugav hooldus, lahtivõtmine ja asendamine jne.
Seega, kui rakenduse nõuete tõttu on vaja valida templiava pakett, tuleb tähelepanu pöörata järgmistele küsimustele: keevitustoote kiiruse tagamiseks kasutatakse täielikku käsitsi keevitamist ja masinkeevitust ei tohiks kasutada. viimast korda südamikuplaadi kleepimiseks ja vanaraua määr on kõrge. Ettevalmistus. Eelkõige tuleb täpsustada viimane punkt, kuna enamik templiaugu südamikuplaate valitakse polaarparanduskiiruse saamiseks pärast toote kohalejõudmist, seega tuleb leppida erinevate templiaugu tootmise ja hooldamisega kaasnevate ebamugavustega. pakendamist ning praagi määra ja kogumaksumust tuleb aktsepteerida. Kõrged omadused.
2. Täppisplaat-plaadi pistikute pakend
Kui templiauguga pakendist tingitud ebamugavused tootmisel ja hooldamisel on tõesti vastuvõetamatud, on ehk parem valik täppispakendeid plaadist plaadile. Sellises pakendis on isas- ja emaspesad, südamikuplaati ei pea tootmisprotsessi ajal keevitama ja selle saab sisestada; hooldusprotsessi on mugav välja lülitada ja asendada; tõrkeotsing võib võrdluseks asendada südamikuplaadi. Seetõttu võtavad paketi kasutusele ka paljud tooted ning pakendi saab ühendada vooluvõrku, mis on mugav tootmiseks, hooldamiseks ja asendamiseks. Veelgi enam, pakendi suure tihvtiheduse tõttu saab väikese suurusega tihvte tõmmata rohkem, mistõttu on seda tüüpi pakendite südamikplaat väikese suurusega. Seda on mugav manustada piiratud tootesuurusega toodetesse, nagu teeäärsed videopanused, käeshoitavad arvestilugejad jne.
Muidugi on selle põhjuseks ka suhteliselt kõrge tihvtihedus, mis teeb põhjaplaadi emase aluse jootmise veidi keerulisemaks, eriti toote proovietapis. Kui insener teostab käsitsi keevitamist, on paljud insenerid seda tüüpi paketi käsitsi keevitamise protsessist juba aru saanud. hulluks. Mõned sõbrad sulatasid keevitamisel emase pesa plastiku, mõned tekitasid tüki
Sellel pakendil põhinevat emaspesa on raske jootma, nii et isegi proovietapis on kõige parem paluda see jootma professionaalsel jootmispersonalil või jootma paigutusmasinaga. Kui tegemist on tõepoolest tingimusteta masinkeevitusega, on siin ka suhteliselt kõrge keevitamise edukuse määraga käsitsi keevitusprotseduur:
1. Jaotage joodis ühtlaselt patjadele (pange tähele, et mitte liiga palju, liiga palju jootet tõstab emase istme kõrgeks ja mitte liiga vähe, liiga vähe viib valejootmiseni);
2. Joondage naiste iste padjaga (pange tähele, et naisteistme ostmisel valige hõlpsaks joondamiseks fikseeritud postiga naisteiste);
3. Kasutage jootekolvi, et vajutada keevitamise eesmärgi saavutamiseks iga tihvt ükshaaval (pange tähele, et seda pressitakse eraldi, peamiselt selleks, et iga tihvt ei oleks lühises, ja keevitamise eesmärgi saavutamiseks).